

以下是:湖州市南浔区不锈钢复合管欢迎询价的产品参数【长源】业务覆盖多领域场景,主营德清不锈钢复合管护栏精选优质材料、吴兴不锈钢复合管护栏实体诚信厂家等产品服务。在湖州市南浔区本地采买不锈钢复合管欢迎询价到长源金属制品(湖州市南浔区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-【18762195566】。 浙江省,湖州市,南浔区 南浔区是2003年1月建立的湖州市市辖区,前身即东迁县,始建于西晋。南浔区是浙江高质量发展建设共同富裕示范区第二批试点地区之一;是知识产权强县工程示范县(区)、全国绿色发展百强区、全国新型城镇化质量百强区、全国“平安农机”示范县。
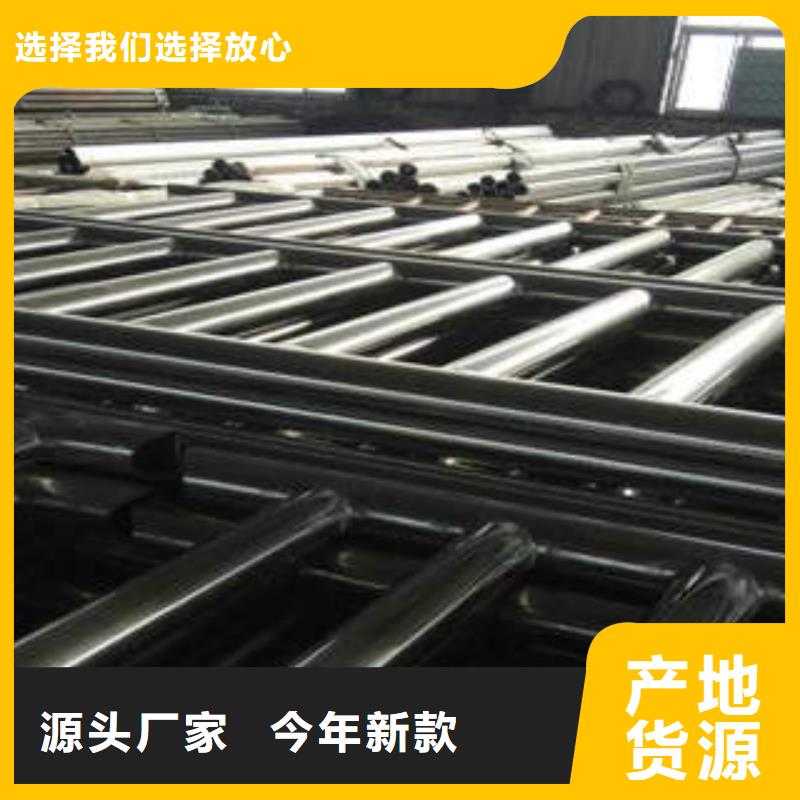
准备好领略不锈钢复合管欢迎询价产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。以下是:湖州南浔不锈钢复合管欢迎询价的图文介绍湖州南浔长源金属制品有限公司位于经济开发区蒋官屯办事处王行工业园26,占地2万平方米,注册资金500万,现有员工100多人,拥有先进工艺的标准化 不锈钢复合管护栏生产线,生产工艺先进而成熟。我们热切地期盼与四方宾客携手共进!
钢坯要预热到550℃,在800℃以下要缓慢加热, 加热温度不应超过1250℃。马氏体不锈钢对热应力很敏感,所以冷却速度要很缓慢。3Cr13、4Cr13要在850℃以上开始缓冷,直至低于150℃,否则,容易出现裂纹。在清理表面缺陷前,还应进行软化退火,以免产生研磨裂纹。轧制时变形抗力较大,4Cr13的变形抗力为低碳钢的1.6倍,所以不宜采用大压下量轧制。又因该类钢在900-1200℃有较好的塑性,所以终轧温度应在900℃以上。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
不锈钢复合管的含义是什么?不锈钢管材料为铁管,铁管的外包裹着不锈钢层,比较坚固,在管口封闭良好的情况下可以确保防锈期和纯不锈钢一样。
防止不锈钢复合管焊接起裂纹的办法?首先在焊接前期要选择跟不锈钢复合管材质一样的焊条来焊接,一定要确定你的不锈钢复合管的材质规格,不一样的材质焊接到一起肯定会起反应的,焊材使用错误就会导致不锈钢复合管有裂纹现象出现,稀释率高也能导致裂纹,不锈钢复合管的焊接层面不应高于150度以上。你可以让电弧热量偏向不锈钢复合管侧。层间温度 能够控制150度左右。
常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
选购不锈钢复合管欢迎询价来湖州市南浔区找长源金属制品(湖州市南浔区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-【18762195566】,地址:[经济开发区蒋官屯办事处王行工业园26]。










