
以下是:东营市广饶县生产异型管的厂家的产品参数【福仕达】为客户提供多样化产品,包括河口球墨铸铁管产地厂家直销、垦利球墨铸铁管做工细致、利津球墨铸铁管选择大厂家省事省心等,适配多元场景需求。生产异型管的厂家,福仕达金属材料(东营市广饶县分公司)为您提供生产异型管的厂家,联系人:李经理,电话:【18762195566】、【18762195566】。 山东省,东营市,广饶县 广饶县,隶属山东省东营市,位于山东省中部偏北,东营市南部。地理坐标为东经118°17′~118°57′、北纬36°56′~37°21′之间。行政区划代码370523。北连东营区,南靠淄博市临淄区,东与潍坊市寿光市接壤,东南与青州市相接,西面和滨州市博兴县毗邻,东北部濒临渤海莱州湾。总面积1166平方公里,辖9个乡镇(街道),2个省级经济开发区,553个村(居)。2022年末,广饶县常住人口 52.5 万人,城镇化率 61.7%。
想知道生产异型管的厂家产品有多棒?看视频就够了,它比千言万语都更有说服力!以下是:东营广饶生产异型管的厂家的图文介绍工厂直供,规格齐全,超大仓储,量大从优,加工定制,24小时咨询热线电话
为什么选择我们
厂家直供
质量好
规格齐全
超大仓储
贴心服务
用心做好 球墨铸铁管,服务好每个客户,质量可靠,严格把控经久耐用,放心购买。诚信为本的服务理念赢得广大客户的信任和好评 ,公司重信用,守合同保证产品质量。
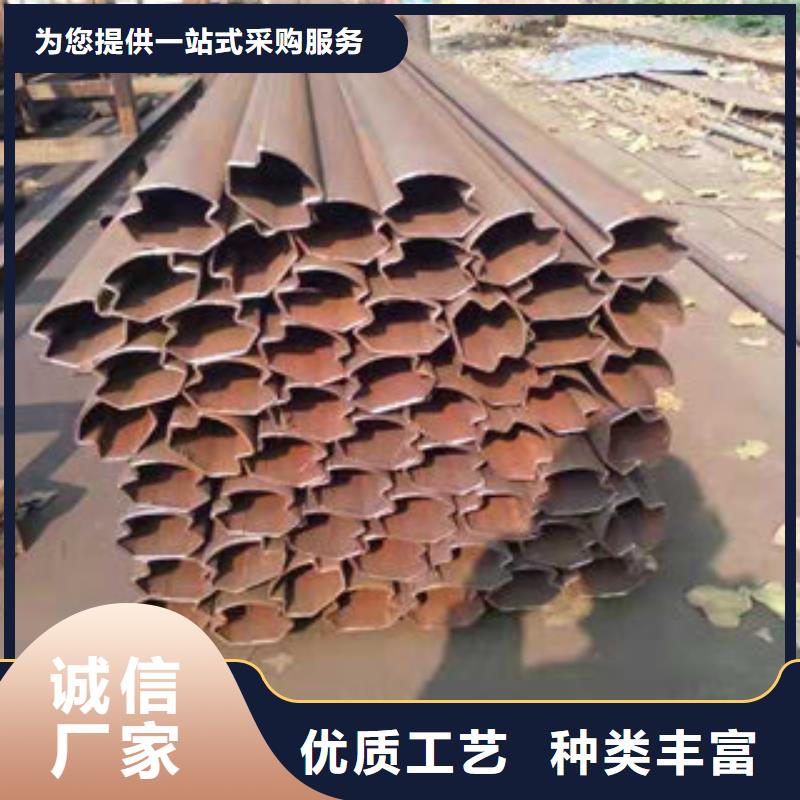
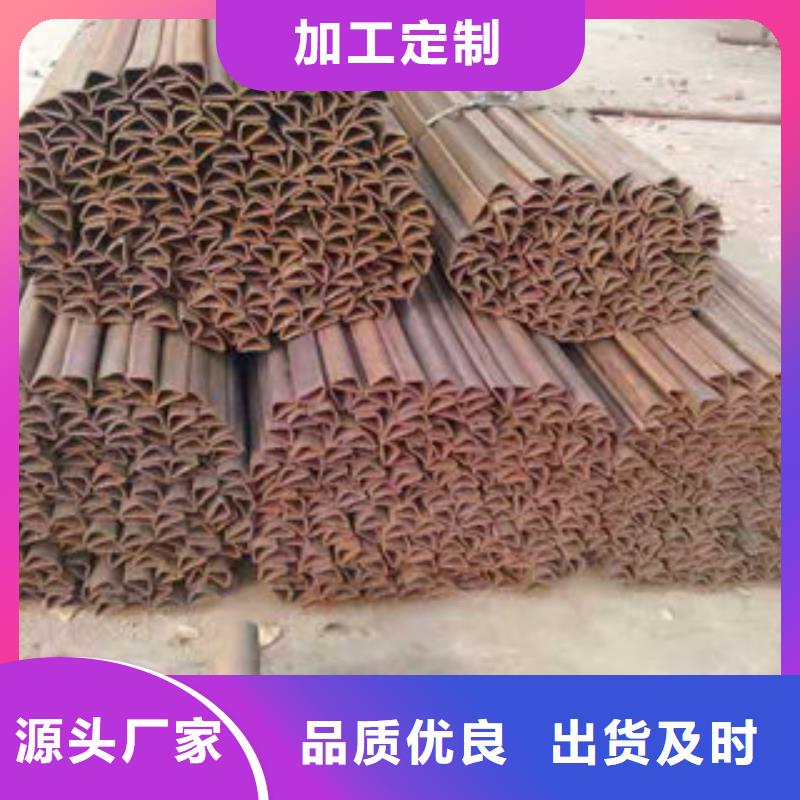
异型管褶皱缺陷是钢带退火后在平整拉矫过程中产生的一种常见的缺陷。一般认为褶皱印产生的原因是,带钢经过再退火后有明显的上下屈服极限,下屈服极限有很长的屈服平台,当异型管钢带局部受到超过屈服极限的应力时,便会出现从弹性区到塑性区的突发转变,即钢带所承受的应力超出弹性极限,因而产生屈服,使断面上产生不均匀和局部流动的变形,这时就会出现褶皱。褶皱可以分为两种:一种是橘皮状褶皱,一种是树枝状褶皱。前者的特点是纹理细密状,类似橘皮;而后者则是延钢带纵向两边分布,类似树枝状。异型管生产时,在保证板型的前提下尽量减小延伸,避免升降速过快,稳定拉矫速度,减小内应力。对于上拉矫线前表面只要有细小裂纹或者小压下量就产生严重褶皱缺陷的同批次钢卷。
焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。
异型管形状缺陷的控制方法
一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。
提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。
停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。
生产异型管的厂家,福仕达金属材料(东营市广饶县分公司)为您提供生产异型管的厂家的资讯,联系人:李经理,电话:【18762195566】、【18762195566】。








