

以下是:扬州市仪征市无缝钢管全国发货的产品参数【天祥】为客户提供多样化产品,包括江都无缝钢管大厂生产品质、邗江无缝钢管现货直发等,适配多元场景需求。无缝钢管全国发货,天祥钢管(扬州市仪征市分公司)为您提供无缝钢管全国发货,联系人:王经理,电话:【0527-88266222】、【0527-88266222】。 江苏省,扬州市,仪征市 2022年,仪征市实现地区生产总值1002.93亿元,按可比价计算,增长4.6%。其中:产业增加值24.51亿元,可比价增长3.0%;第二产业增加值525.85亿元,可比价增长5.8%;第三产业增加值452.57亿元,可比价增长3.3%。
想要知道无缝钢管全国发货产品如何?看视频就知道!看视频,选产品更明智!以下是:无缝钢管全国发货的图文介绍
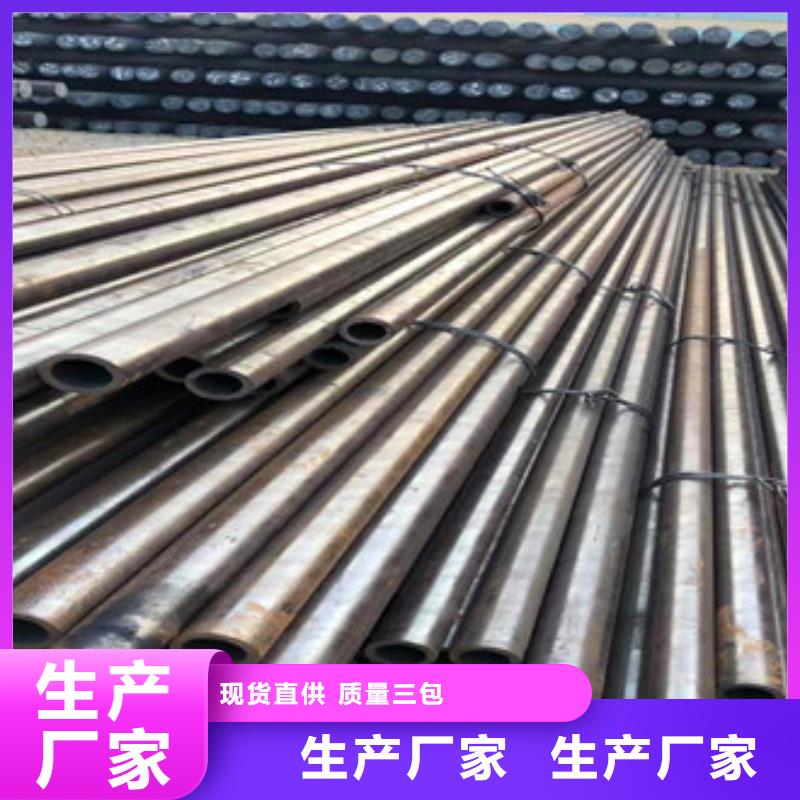
内直筋钢管是指钢管的内表面沿圆周带有均布的直筋,这种钢管主要用于制作散热器,如大型变压器的散热器。用带有直筋的钢管制作的散热器具有散热能力强、重量轻,加工制作工时少等优点。其生产主要采用冷拔法,用固定模冷拔,也可用辊式模冷拔。金属在内外模和拔制力作用下,凸筋进入减壁段后立即被充填到一定高度。由于不均变形而产生的附加拉缩变形,可使凸筋高度保持稳定。内螺旋凸筋管是指钢管内表面带有螺旋凸筋,这种异型管传热效率高,使用可靠,被广泛用于高压锅炉的水冷壁。内螺旋凸筋管的成型方法有机加工成型法、焊接+机加工成型法和冷拔成型法。相比之下,冷拔成型法的生产效率高,成本低,经济效益好,是目前生产内螺旋凸筋管的一种主要方法。冷拔成型法是在冷拔过程中使芯头作螺旋运动,从而在圆管内表面形成内螺旋凸筋。其外模为固定式,内模采用短芯头。
我国在20世纪90年代初展开了对内凸筋管方面的研究与试生产。东北工学院在这两种形式的内凸筋管的理论分析、工具制作、试验研究上已取得如下一系列成果。
冷拔内直筋散热器钢管的难点,是在拔制过程中凸筋高度充填的同时伴随着凸筋被拉缩。他们通过试验,分析了筋底壁厚压下率(ε%)、壁径比(δ0/D0)、齿高比(k)及摩擦条件诸因素对凸筋高度充填和凸筋拉缩的影响及它们之间的关系。从工模具设计角度,侧重探讨模具形状对内直筋管冷拔成型的影响。在模具设计的基础上提出了模具的形状参数,根据实验结果,确定了合理的形状参数值,从而为模具设计提供了重要依据。他们先后对固定模拔制内直筋管和辊模拔制内凸筋管,用工程推导法推导出了冷拔内直筋管拔制力计算方法的理论公式,并进行了实验验证。固定拉模的理论计算值与实测值的相对误差小于15%。辊模拔制内直筋管拔制力的计算值约为固定模所需拔制力实测值的1/3,约为固定模计算值的2/5,这有利于得到凸筋更高的内直筋管。
冷拔内螺旋凸筋管的生产难点是在拔制过程中内螺旋凸筋拉缩。通过实验,分析工艺因素(筋底壁厚压下率、壁径比、壁厚不均度和齿高比)对凸筋拉缩的影响,得出了凸筋拉缩的理论计算式,用该计算式可较准确地选择拔制管料。
在设计冷拔内螺旋凸筋管的模具时,需慎重考虑芯头的螺旋升角,如果选择过大,会导致芯头停止旋转,即芯头旋转自锁现象。利用螺旋副模型推导出了内螺旋凸筋管成形时螺旋升角的临界值为39°~55°,此值与实验结果相吻合。芯头凸筋轴向侧壁角越小,越有利于螺旋凸筋的成形,同时螺旋升角的临界值随摩擦因数的变化而变化,摩擦因数越小也越有利于螺旋凸筋的成形,因此,在内螺旋凸筋管的拔制过程中须保持良好的润滑条件。此结论为内螺旋凸筋管的模具设计提供了重要依据。
通过分析冷拔内螺旋凸筋管内芯头的形式,得出了适合批量生产的内芯头形式是圆柱形螺旋直线内芯头。实验表明,用圆柱形螺旋直线内芯头可生产出符合设计要求的内螺旋凸筋管,并且内芯头的制造成本低,使用寿命长。
焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。 20世纪 30 年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加 30~ ,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
自成立以来,扬州仪征天祥钢管有限公司一直专注于【无缝钢管】的品牌形象。经过市场的多年积淀,公司在【无缝钢管】产品研发方面取得了大量成果,在生产工艺、质量控制、销售服务等方面获得了很大进步。目前,我们已成为自主创新的典型企业,受到广泛认可,赢得了较高声誉。
我们实施严格的质量管理体系,每项【无缝钢管】工作从细节开始、分工明确、率生产、服务全球。目前客户已超过500多家,遍及国内所有省份。
超声波技术应用于冷拔钢管或其他金属塑性加工是20世纪70年代大功率超声波应用的新发展。1978年8月,上海市科委正式下达科研任务,由上海钢管厂负责,中国科学院声学研究所和上海超声波仪器厂协作,进行超声波冷拔钢管试验。
超声波振动拔管的原理是将高频电谐振通过换能器转换成机械振动,并将振动能量传播到变形区中,从而改变金属变形的性质和应力状态。
在超声波振动拔管中,换能器的设计是一个核心问题。只有正确设计换能器,才能能地将高频电谐振变为有效的机械振动。
我国20世纪80年代在自己试制的超声冷拔钢管装置上,对多种材料进行了拉拔试验。试验表明,超声冷拔钢管可以降低拉拔力15%~20%;可以提高延伸系数,减少拔制道次;可减少中间热处理,进行多道次连拔;提高了钢管内外表面的光洁度和加工精度;能够拉制常规方法不能拉制的特种金属
焊管的生产方法有炉焊、电阻焊、埋弧焊及特殊焊等。
炉焊钢管有链式炉焊和连续炉焊两种。
电阻焊钢管简称电焊钢管,有交流焊和直流焊。交流焊根据电流波形的不同有正弦波焊和方波焊;根据频率的不同有低频焊、中频焊、超中频焊和高频焊。低频焊已经淘汰,中频焊或超中频焊用于厚壁管的焊接,高频焊薄壁管或普通壁厚管的生产。高频焊按电流输入方法又有接触焊和感应焊。接触焊可生产各种圆管、异形管及螺旋焊管;感应焊可生产各种圆管、异形管。方波焊和直流焊大多用于生产细直径管。
埋弧焊管大多用于生产中直径管机大直径管。按焊缝形态有螺旋焊管和直缝焊管。直缝焊管按成型方法又分为排辊成型、模压成型(UOE成型)及弯板成型。按照生产中使用焊丝的数量又分为单丝焊、双丝焊及多丝焊。
特殊焊接方法还有钨电极惰性气体保护焊(TIG)、金属电极惰性气体保护焊(MIG)、高频焊接惰性气体保护焊、等离子体焊、电子束焊、钎焊等。用来生产有色金属管、高合金管、不锈钢钢管、锅炉管、石油管以及双层卷焊管(邦迪管)等。
无缝钢管全国发货,天祥钢管(扬州市仪征市分公司)为您提供无缝钢管全国发货产品案例,联系人:王经理,电话:【0527-88266222】、【0527-88266222】。














