
以下是:临沂市兰山区无缝钢管、无缝钢管生产厂家的产品参数【星腾伟业】以匠心打造多元场景产品,涵盖沂南无缝钢管实力雄厚品质保障、苍山无缝钢管可定制、罗庄无缝钢管实力商家供货稳定等。无缝钢管、无缝钢管生产厂家,星腾伟业金属材料(临沂市兰山区分公司)为您提供无缝钢管、无缝钢管生产厂家的资讯,联系人:任威,电话:【0527-88266222】、【0527-88266222】。 山东省,临沂市,兰山区 2022年,兰山区实现生产总值1357.8亿元,其中,产业实现增加值10.6亿元,第二产业实现增加值475.9亿元,第三产业实现增加值871.3亿元。三次产业比为0.8:35:64.2。
精心打磨的产品视频已准备就绪,它将带您深入无缝钢管、无缝钢管生产厂家的魅力世界,让您重新发现产品的无限可能。以下是:临沂兰山无缝钢管、无缝钢管生产厂家的图文介绍
众所周知,试样的几何因素是个重要因素。但各企业对拉伸试验的几何尺寸,形状等的规定却存在差别,因此有必要对此进行探讨,便于各生产单位和使用单位之间的相互了解。本文对试样的形状变化、宽度变化、不同平行长度对拉伸试验性能的影响进行了讨论;同时用光弹方法研究了板状样过渡圆弧半径及试样夹持部位等因素对拉伸试验结果的影响。
一、试验材料及实验条件
试验材料分别为薄板08Al、08F;中厚板X60、A3钢。均经化学成分检验,符合标准要求,加工试样精度符合GB 6397-86 金属拉伸试验试样标准, 要求拉伸试验在 材料试验机上进行。十字头速度恒定为10mm/min;引伸计符合ASTM E83C级要求;标距划线机线间长度误差小于0.1mm;光弹试验在光弹议上进行。
二、试验结果和讨论
1.试样对拉伸性能的影响
按照GB/T228-2010 金属拉伸试验标准要求,中厚板既可取保留原表面的板状试样,也可制成棒状试样测试拉伸性能。为表明二者是否存在差异,我们将X60(8mm厚)和A3(10mm厚)钢板分别制成带头板状样和直径为5mm的棒状试样进行实验。采用短比例试样。
结果表明:两种形状的试验结果是有差异的。棒状试样的应力σ5较板状试样高得多。我们认为原因在于;棒状试样经加工,表面光滑,缺陷少;而板状试样两表面均为直接轧制面,表面缺陷相对多一些。另外,两种试样在拉伸时的应力和应变状态也有差异。棒状试样的派生应力σ2=σ3,ε2=ε3,四周缩变均匀,而板状试样σ2≠σ3,ε2≠ε3,也造成的试验的结果不同。
2.试样宽度对拉伸结果的影响
板状拉伸试样的宽度,在其他因素相同的情况下,宽度保准也大不相同。为明确试样宽度对拉伸机械性能的影响。我们分别取08Al冷轧板和08F热轧板进行比较研究。
试样基本尺寸符合标准要求,固定其他尺寸,变化试样宽度。
结果表明:在固定标距的情况下,随试样宽度增加,σ0.2或(σs)和σb有下降趋势。我们认为:其原因在于随着试样宽度的增加,派生应力σ2增加,试样由单向拉伸逐渐转向平面应力状态,从而使参加流变的材料逐渐增多之故。
3.平行长度对板状试样拉伸性能的影响
一般都认为:平行试样长度越长,材料变形越均匀,伸长率就越大。但在实际工作中得出的结论却并非完全如此。同时平行长度的增大引起试样重量的增加,对材料也是一种浪费,因而需要明确一个范围,在不同 的标准中,我们同样发现平行长度有差异,如有l0+b/2, l0+b, l0+2b, (b为试样的宽度)。为进一步明确平行长度对拉伸试样机械性能的影响,我们用08Al冷轧板研究了这一问题。
试样尺寸符合标准要求,固定其他尺寸,变化试样平行长度。
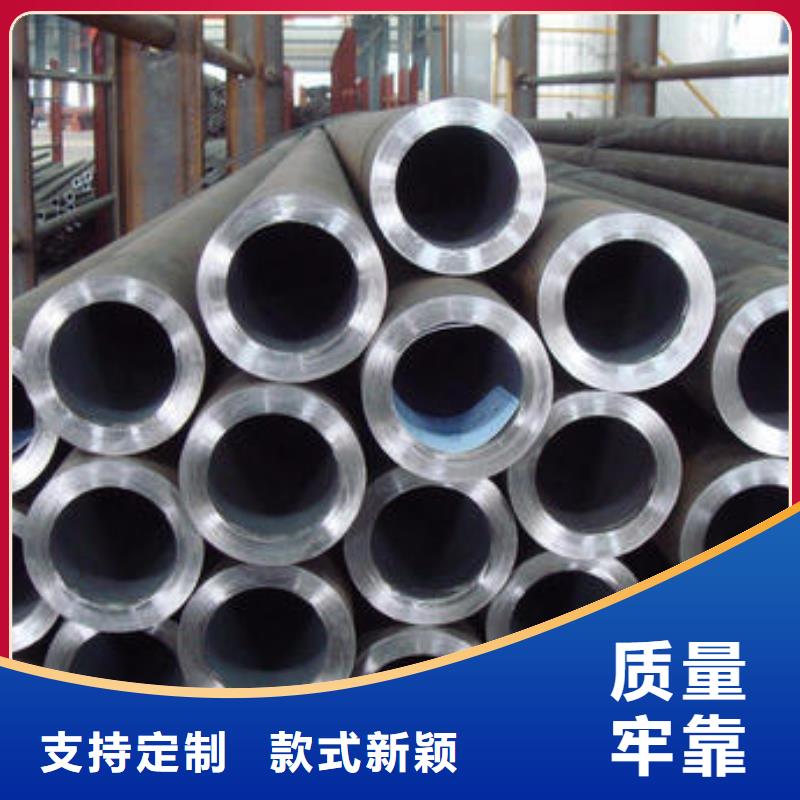
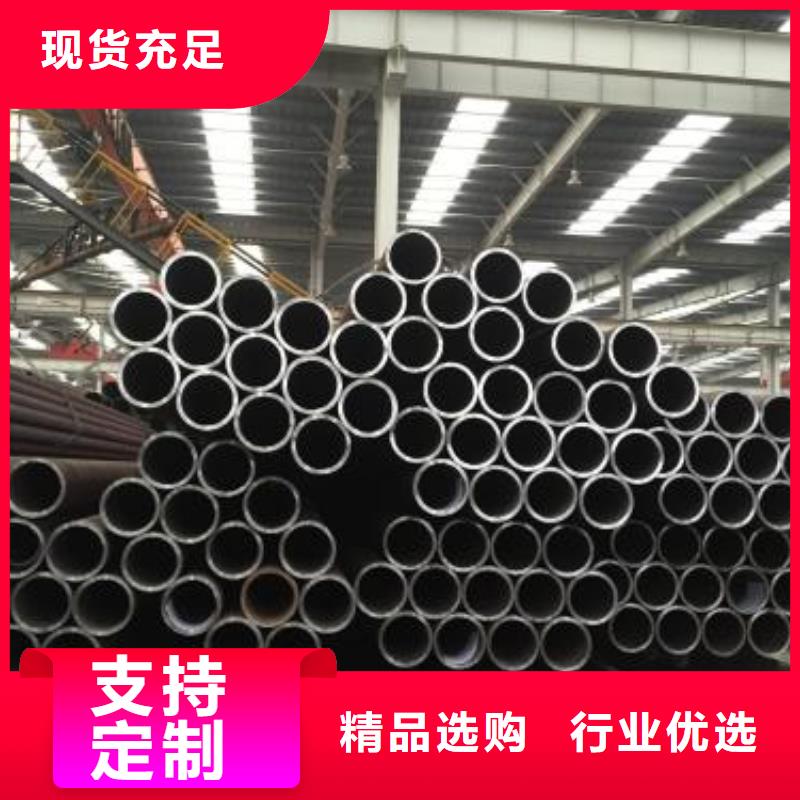
临沂兰山星腾伟业金属材料有限公司位于开发区汇通物流园B115,公司具有现代化的生产设备和多年的生产技术,产品的多样化即美观大方又有j i好的立体效应,自动化表面浸塑,使产品具有了耐腐蚀、抗老化 、耐酸碱、不腿色、表面平整、光亮、手感好的特点,进而使产品达到完美的境界。
我公司生产的产品主要包括: 无缝钢管等产品,公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司怀着感恩之心,更加追求卓越的业绩,来回馈社会,服务顾客。
制定管材冷轧冷拔生产的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。山东无缝钢管 冷加工方式的配置 按冷轧和冷拔使用情况,方式配置可有单一冷轧、单一冷拔和冷轧冷拔结合3种方案。 (1)单一冷轧方案。和冷拔相比,冷轧变形时应力状态好,道次变形量大,可减少中间工序并缩短生产周期,能降低消耗和降低成本,适宜加工塑性差的高合金钢管和难变形的有色金属。其缺点是生产力低,生产灵活性较小。 (2)冷轧冷拔结合的方案。是管材冷加工的合理方案,冷轧冷拔相结合可发挥冷轧变形量大和冷拔生产灵活的优点,以减少工序、缩短生产周期、提高生产力和扩大品种。采用冷轧冷拔结合方案时,通常是管料先在冷轧机上轧到定壁或定壁前的某个道次,然后进行拔制,直至成品道次。 (3)单一冷拔方案。由于冷拔的道次变形量较小,变形道次多,中间工序多,生产周期长,金属及辅助材料消耗大,单一冷拔方案不是 方案。但拔管机结构比冷轧机简单,投资少,操作容易掌握,工具的制造和更换方便,生产灵活性大,生产力也较高。故采用单一冷拔方案来加工碳钢、低合金钢管和一般有色金属管在实际生产中有广泛的应用。管料尺寸的选择 在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。选择冷拔机道次变形量的影响因素有:金属的冷加工性能(包括金属的强度和塑性)、管身强度(拔制时不能出现拔断现象)、拔管机能力以及选用的拔制方式(见管材冷轧冷拔)和模具类型(见冷拔管工具)。在选择拔制道次变形量时还应考虑的因素有:连拔道次(道次中间不经热处理)的多少,热处理、酸洗、润滑质量的好坏。
一、锅炉钢管的质量问题锅炉用无缝钢管(以下简称锅炉钢管)是制造锅炉用的重要材料,它的质量如何将直接关系锅炉制造质量以致于安装质量和使用质量。锅炉钢管质量本应是由钢管厂来作出保证的,但是在供不应求的情况下,提供给锅炉制造厂使用的锅炉钢管总免不了存在一些质量问题,用它制成的锅炉主要受压部件如水冷壁管、对流管、过热器管、换热器管等漏水或爆管现象时有发生,已成为困扰锅炉产品质量的一个大问题,对此锅炉制造厂和用户都很有意见。在卖方市场的情况下,锅炉制造厂几乎承担了包括材料供应方在内的全部责任;如何控制锅炉钢管的质量现已成为锅炉制造厂家越来越关心的问题,解决的办法不外乎是两个:一个是对锅炉钢管进行逐根的水压试验;另一个是对锅炉钢管实行的涡流探伤。二、锅炉钢管的缺陷与伤按照材料学的观点,优良的金属材料其化学成分、物理性能、几何形状应该是连续的、纯洁的和均匀的。如果这三方面存在不足或受到破坏,就认为金属材料存在缺陷。如果金属材料在几何形状上存在着不连续性(即不紧密性或不密实性或者不致密性),例如有裂纹、缩孔、起皮、凹坑、分层、针孔、夹渣等,则认为金属材料存在伤痕(简称为伤),它不包括化学成分的不连续或物理性能上的不连续。从这里可以看出,缺陷包含着伤。锅炉钢管在冶炼和轧制过程中同样可能存在缺陷和伤。据钢管厂介绍,锅炉钢管的缺陷(这里主要是指伤)主要在表面,而且外表面多于内表面。这些缺陷70%左右来自于原料(钢坯),钢坯中吹氧不够而残存的夹渣物、缩孔等,用它轧制钢管就有可能出现横向裂纹、夹层、折迭、重皮等缺陷,纵向裂纹多属轧制时拉伤造成的。如果锅炉钢管中出现了这些缺陷或伤痕,就认为材质中出现了不连续,材料内部的致密性受到破坏,在水压试验时就有可能漏水,制成的锅炉受压元件在运行时就有可能发生泄漏或爆管。正因为如此,为了保证锅炉钢管质量,不论是我国还是外国有关锅炉用无缝钢管的标准都明确规定,作为工艺性能保证,钢管应逐根作水压试验。山东无缝钢管 三、锅炉钢管的水压试验是致密性试验我国 标准GB3087-82《低中压锅炉用无缝钢管》在技术要求中工艺性能规定:钢管应逐根作水压试验,不能出现漏水或出汗现象。对于20号钢 试验压为9.8MPa,耐压时间不得少于5秒。水压试验的压力按下式计算:
您是想要在临沂市兰山区采购高质量的无缝钢管、无缝钢管生产厂家产品吗?星腾伟业金属材料(临沂市兰山区分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的无缝钢管、无缝钢管生产厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:任威-【0527-88266222】,地址:《开发区汇通物流园B115》。












