

以下是:延边市安图县直缝焊管品牌的产品参数【恒鑫达】为您提供敦化方矩管、直缝焊管厂家批发价、珲春方矩管、直缝焊管厂家售后完善、延吉方矩管、直缝焊管用途广泛、龙井方矩管、直缝焊管专注细节更放心等多元产品与服务。直缝焊管品牌,恒鑫达钢管(延边市安图县分公司)专业从事直缝焊管品牌,联系人:周金福,电话:【17768165506】、【17768165506】,以下是直缝焊管品牌的详细页面。 吉林省,延边朝鲜族自治州辖县级市,安图县 安图县地处长白山北麓,境内群山起伏,沟壑纵横,长白山脉由南向北延伸。境内有珲乌、延蒲2条高速公路和4个高速出入口,有吉珲、敦白2条高铁和3个高铁站。长白山主峰及天池瀑布等主景区坐落在县境南部。双目峰口岸是中朝边境的陆路通道。截至2021年安图县已连续四年入选“中国美县域榜单”;2021中国县域旅游发展潜力百强县市。
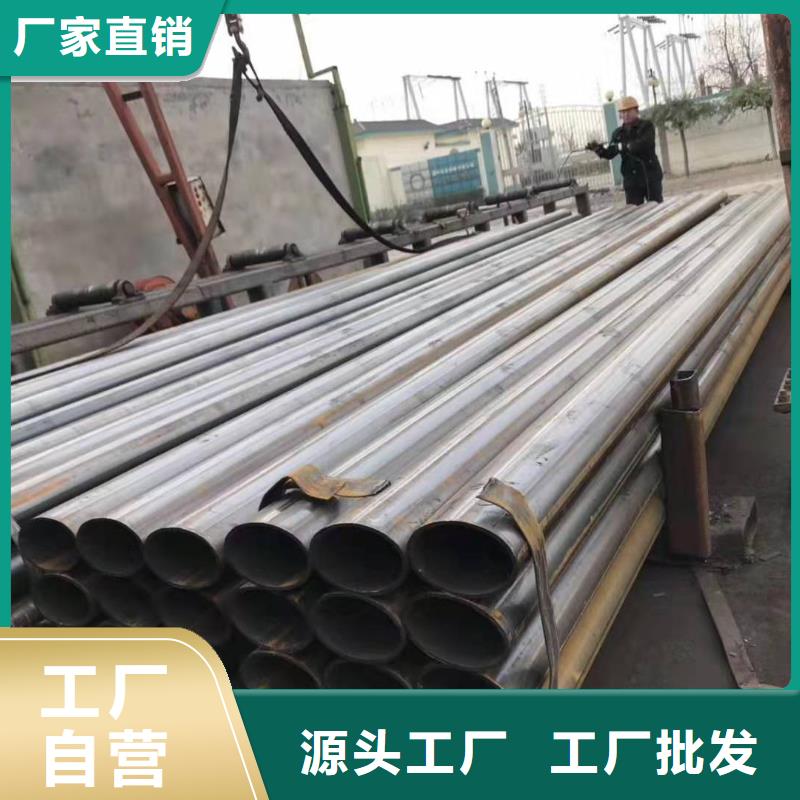
不要犹豫,点击播放我们的直缝焊管品牌产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。以下是:延边安图直缝焊管品牌的图文介绍
螺旋钢管经常进行补焊工作,在补焊后要进行的工作,因为在补焊的过程中,会有残留的残渣,当干净才可使用,那要进行哪些呢?坡口表面及两侧各20mm范围内的水、油污、锈皮等应打磨干净,并露出金属光泽。坡口表面应保持平整,不得有裂纹、夹渣、分层等缺陷。用角磨机打磨干净焊道内残留的熔渣、氧化物、加碳及铜斑等。螺旋钢管的工作做好后,可以随时应用,尽量避免残留情况。
为了提高螺旋管的质量,通常要对管材进行除尘处理,在生产过程中容易对管材的切口造成污染,等离子除尘恰好是解决这一问题。螺旋管等离子除尘是在管材在切割时空气同时向两个反方向吹出,从而使烟尘从螺旋钢管的两端冒出,而安装在螺旋钢管的一个方向的吸气口是很难将烟尘很好回收。吸入口外围冷空气从机器空隙外进入吸入口且风量很大,使螺旋钢管内烟尘和冷空气的总量大于除尘器吸入的有效风量,从而切割烟尘彻底吸收变得不可能完成。由于切割部位距离除尘吸入口较远,到达吸入口处的风力难以抽动烟尘。这也是等离子除尘遇到的难题。
螺旋钢管加工就是在原有螺旋钢管的基础上按照要求制造成所需要的产品,对螺旋钢管进行加工时普遍采用的方法有两种即:热扩法和防腐方法。接下来为大家介绍一下防腐方法:此种钢管就是人们经常说的防腐螺旋钢管,此种加工方法是指在螺旋钢管的表层和内层涂上化学涂料,此种加工方法 的目的就是延长管道的使用寿命。
螺旋钢管的四点补焊要求:螺旋钢管缺陷应完全,螺旋钢管每根钢管补焊焊缝长度焊缝总长度应小于等于5%螺旋钢管焊缝总长度。螺旋钢管每次补焊次数不得超过两次。螺旋钢管间隔小于100MM的多个焊缝缺陷应当做一个连续的单个焊缝进行补焊。螺旋钢管单个焊缝至少应补两层/道,补焊长度小应为50mm.
螺旋钢管长期使用之后是难免会出现一些问题,据螺旋钢管生产厂家的经验来说,螺旋钢管使用的地方很多,所以当出现问题之后我们如何进行修复呢?一般来说螺旋钢管出现多的问题就是脱碳现象,如果严重的话,可能会造成表面的受损,严重影响到使用的寿命,所以说我们需要及时的进行修复。其实修复的方法是比较简单的,主要就是使用焊接的方法进行,但是焊接不是随意进行的,需要根据操作的步骤进行才可以。首先需要对螺旋钢管的表面污渍以及渗透出来的碳层进行清洁,清理干净之后就需要调节好焊接的温度。之后就可以进行焊接了, 采用手工焊接的方式进行,这样才可以达到修复的效果,千万不要使用机器进行,不然会影响到聚氨酯保温管焊接的效果。任何东西在使用过程中都需要保养,这样才能使用的更长久,螺旋钢管也不例外,不要想着坏了再修复,那是没办法的事,在使用过程中就要注意,这样不仅避免麻烦也能延长产品的使用寿命。
延边安图恒鑫达钢管有限公司成立多年,集【方矩管,直缝焊管】研发、生产、销售和服务于一体的实业型企业,公司主要研制【方矩管,直缝焊管】并可根据客户图纸或要求研制各种非标【方矩管,直缝焊管】。 以人为本、科学管理、技术优先、品质保障、诚信务实,取得国内外客户的信赖与支持。 我们的目标是,让我们的【方矩管,直缝焊管】产品和服务誉满全球!
钢管制造过程中,从制造材料、工艺、焊接、无损检测、计量、工装等环节对钢管制造生产过程进行质量监控,那么在组装时,如何保证钢管的平整度及整体偏差呢?下面为您分析一下。弯管组装:弯管是特殊管节,其外形尺寸误差过大将给安装带来一定的困难,因此要求整体组装。改进焊接工艺:采取小范围焊接,特别是 层的焊接,增加焊接层次,以此减少焊接变形量,减少钢管外形尺寸的偏差。直管对接方法:在滚焊台车上,先整体调整间隙、错牙,进行整体尺寸检查,检验合格后整体一次点焊。改进坡口设计:采用不对称的X形坡口,不留间隙,内缝焊接完毕后,用碳弧气刨清根,使内外两面焊缝的实际面积接近相等,有利于减少变形及降低残余应力。
螺旋钢管淬火现在研究了一种比较先进的技术称为调,就是焊缝感应加热淬火+回火处理,看一下它的具体讲解。螺旋钢管厂质处理后焊缝的综合力学性能完全达到管体的水平,实现焊缝铲体性能均一化。实现这项热处理工艺技术的核心就是必须掌握磁场加热技术,保证加热温度的均匀和准确。对于低合金髙强网和微合化高强度钢焊缝的淬火加热温度为900~950T,回火温度为600~650T,淬火采用喷淋式冷却,回火采用空冷与冷会结合冷却。淬火、回火温度采用纵向磁场加热时,控温的准确过了以达到±10°C,这是高强度焊管保持性能稳定必需的控温水平, 用横向磁场加热焊缝同样要求高的控温精度,也是相对于比较先进的焊缝热处理的方法。
直缝焊管品牌,恒鑫达钢管(延边市安图县分公司)为您提供直缝焊管品牌产品案例,联系人:周金福,电话:【17768165506】、【17768165506】。











