
以下是:红河市元阳县自动包装流水线-自动包装流水线全国配送的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 产地 广东 别称 生产线 范围 自动包装流水线-自动包装流水线全国配送供应范围覆盖云南省、红河市、元阳县、个旧市、开远市、蒙自市、建水县、石屏县、弥勒市、泸西县等区域。 【依利达】持续拓展产品矩阵,现有弥勒热收缩包装机实力见证、石屏热收缩包装机价格实在等,满足不同场景需求。自动包装流水线-自动包装流水线全国配送,依利达包装器材(红河市元阳县分公司)为您提供自动包装流水线-自动包装流水线全国配送,联系人:陆经理,电话:【18762195566】、【18762195566】。 云南省,红河哈尼族彝族自治州,元阳县 2020年,元阳县完成地区生产总值83.6亿元,增长6.3%;规模以上固定资产投资74.25亿元,增长10.1%;地方一般公共预算收入2.27亿元,增长3%,地方一般公共预算支出35.9亿元,完成州级下达任务数;城乡居民人均可支配收入分别为34217元、10251元,分别增长3.5%、8.3%。
为了给您提供更的自动包装流水线-自动包装流水线全国配送产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。以下是:红河元阳自动包装流水线-自动包装流水线全国配送的图文介绍红河元阳依利达包装器材有限公司位于佛山市禅城区南庄镇商业广场二座,专业生产 热收缩包装机等产品。 公司始终遵循“以市场为导向,以客户为中心的经营理念”为客户提供的服务。我公司生产的产畅销全国各地,本公司技术力量雄厚,生产工艺先进,检测设备完善,产品性能卓越。坚持以人为本,为客户提供的**服务。 公司一贯坚持“用户至上,质量至上,信誉至上,服务 至上”的经营策略,以实现出厂产品质量符合要求。公司自成立以来,一直以质量求生存,以科技为发展之本,我们以“求实创新,服务周到”为宗旨,实现品牌化的市场战略,建立科研开发为先导、设计、生产、销售和技术服务一体化的运营机制。
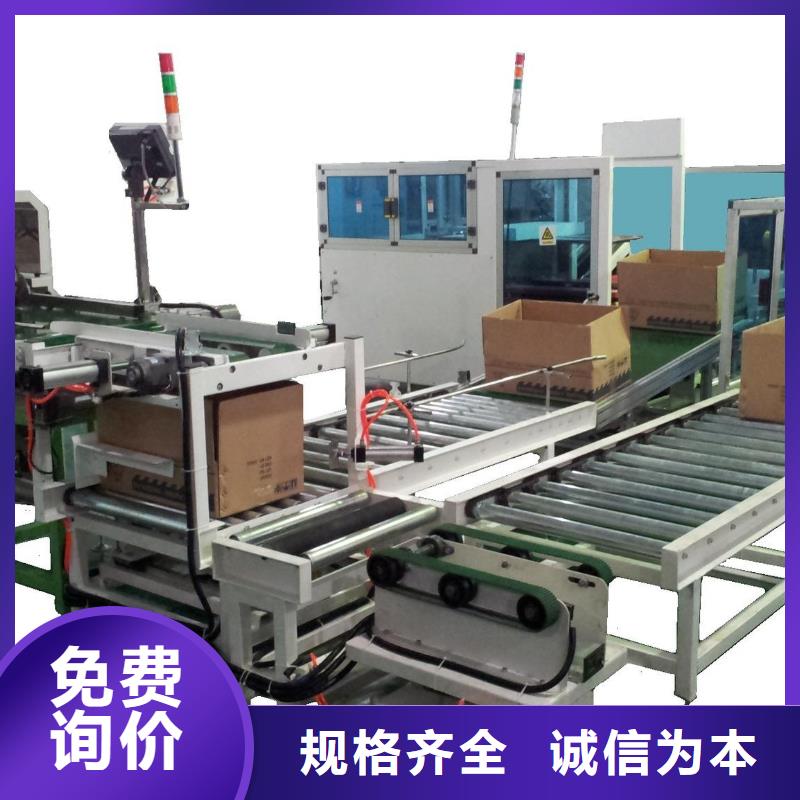
依利达小编先介绍自动化拆装箱流水生产线(自动包装流水线)的基本特征与组织流水线的必要条件。其次明确了生产节拍、生产效率的定义,分析了生产节拍与生产效率的关系,得出了生产效率与线平衡率呈线性关系的结论。本文使用流水线负荷平衡技术,作业节点法等生产效率,并提出了基于生产效率至高生产节拍选择的方法与步骤。在基于制造成本至低至佳生产节拍的选择与基于利润至大化至佳生产节拍选择方法上,本文给出了计算相关制造成本的模型,并分别提出了选择生产节拍的方法步骤。面对市场的实际需求状况,且在前面研究分析的基础之上,本文提出了装配线设计阶段至佳生产节拍的选择方法,以及面对市场波动时改线方案的选择方法及其至佳生产节拍确定的方法与步骤。【关键词】自动化计算模型,?1?自动化拆装箱流水生产线的基本特征,自动化拆装箱流水线机械生产通常采用流水生产线的的加工形式。每个工位由固定的操作任务,上一个任务完成以后方能进行下一个任务,形成了一条串联的生产过程,流水生产线通常具有以下几个基本特征:(1)按照对象专业化原则,自动化拆装箱流水线上的待加工物件是固定不变的,这样往往每个加工工况的专业化程度会非常高,这也是自动化拆装箱流水线为什么会有非常高的生产效率的原因(2)自动化拆装箱流水线上的加工设备和工艺是针对每个待加工物件的特点,进行了专业化的设计和配置,因此往往能够封闭地完成待加工对象的所有工艺要求,流水线上每个加工工序的工艺和工序与加工单个物件时的比值保持一致,即各工序的生产能力符合比例性的要求。(3)自动化拆装箱流水线上每个工位都按照各自的工艺顺序进行,前后之间的工序安排比较紧凑,尽可能保证发挥每个工位上至大的生产效率,从而使加工工件沿着流水线单向流动,减小了运输距离,进而使整个生产过程的连续完整。(4)通过同期化设计,自动化拆装箱流水线上各道生产工序通常具有一致的生产效率,且使各道生产工序的加工时间尽可能接近整条流水线的生产节拍,或与流水线节拍是整数比。因此工件可以按设计要求所规定的生产节拍,在每一道生产工序上进行的加工,从而使整个生产过程的节奏性强,生产周期短。?(5)各道生产工序按照节拍进行,从而使生产过程的均衡性更好。尽可能使每道工序按照节拍生产,以提高物件加工的生产效率。如何解决生产过程中的瓶颈问题,即生产耗时至长的工作点的生产效率是自动化拆装箱流水线生产管理的关键因素之一。流水线生产能够取得非常好的经济效益,以及按照生产节拍进行生产任务的设计理念,作为流水生产的一个基本特征已经得到工业界的普遍认可。但自动化拆装箱流水线也存在很多的不足,至突出缺点是流水线往往只能生产一种或一类物品,因而加工产品非常单一,一旦市场需求有了变化,流水线的适应变化能力则往往跟不上。其次,流水线生产由于自身条件限制,它的至大产量固定,在流水线上超产受制约。?
克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??
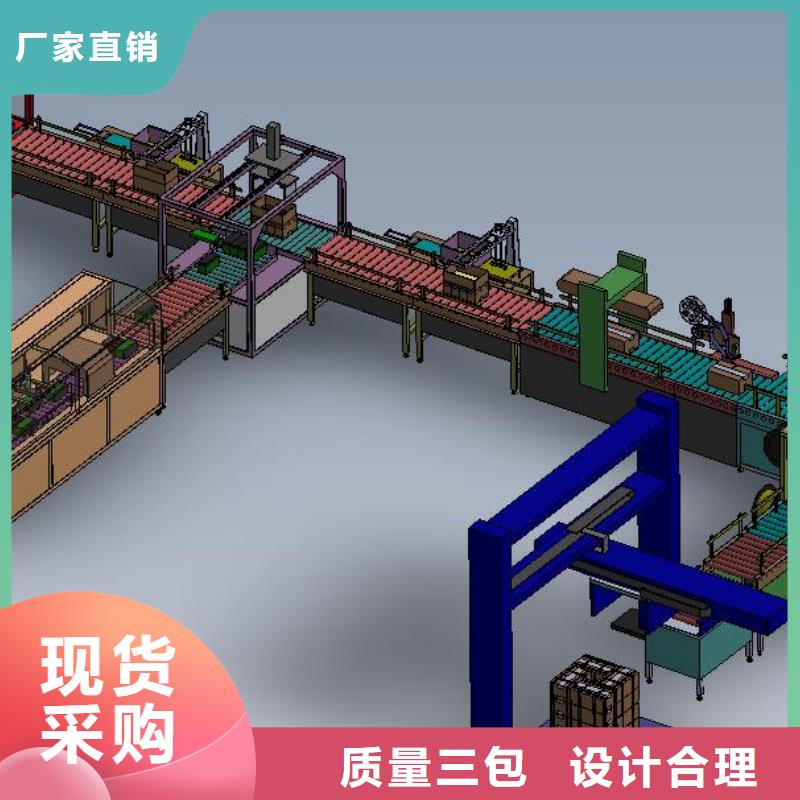
日前,我国重卡领域首条大型机器人全自动化大冲生产线在中国重型汽车集团公司全线调试成功并正式投入使用。它的研制成功,一举改写了自动化冲压线仅应用于轿车行业的历史,是国产重型卡车产品技术的一次重大飞跃。
自动包装流水线集合了目前国内、国际的自动化控制技术。其中,自动化送料系统环节由7台ABB冲压专用机器人、德国先进清洗、涂油系统组成,确保了钢板拆包、清洗、均匀涂油等冲压作业前处理工序流程通畅;液压金属打包系统则采用地坑式结构,5台压力机产生的工艺废料直接滑入地坑输送带至打包机压实打包,清运出场。整条生产线先进的控制系统使上下料更智能、轨迹更柔和、运动精度更高。该系统采用世界先进的图像识别系统
对板料进行对中定位,由视觉对中系统采集板料图像,以调整板料在压力机中的放置方位,保证产品件成型质量;配置了ABB公司专门为冲压自动化开发的全线监控系统,将自动化大冲线所有装置集中在一个点进行配置,并通过先进软件系统定期将机器人程序备份保存到服务器的数据库内,在保证设备PLC程序的同时,可实现压力机、机器人的自动化并行作业;双工作台和控制柜模具数据存储功能加快了模具更换速度,全线自动换模,使边生产边换模成为可能。
该自动化大冲线以其率、高精度、柔性化、全自动化、化的优良特性同样引领着中国重卡领域走向前沿科技化发展道路。
在红河市元阳县采购自动包装流水线-自动包装流水线全国配送请认准依利达包装器材(红河市元阳县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:陆经理-【18762195566】)。











