

以下是:忻州市五寨县发货速度快的不锈钢复合管基地的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 发货速度快的不锈钢复合管基地供应范围覆盖山西省、忻州市、五寨县、忻府区、定襄县、五台县、代县、繁峙县、宁武县、静乐县、神池县、岢岚县、河曲县、保德县、偏关县、原平市等区域。 【茂硕 】为您提供定襄不锈钢碳素钢复合管护栏厂家高标准高品质、宁武不锈钢碳素钢复合管护栏厂家行业优选等多元产品与服务。发货速度快的不锈钢复合管基地,茂硕钢铁 (忻州市五寨县分公司)专业从事发货速度快的不锈钢复合管基地,联系人:付经理,电话:【18762195566】、【18762195566】,以下是发货速度快的不锈钢复合管基地的详细页面。 山西省,忻州市,五寨县 根据第七次人口普查数据,截至2020年11月1日零时,五寨县常住人口为100220人。2020年,五寨县地区生产总值完成31.42亿元,增长3.3%。
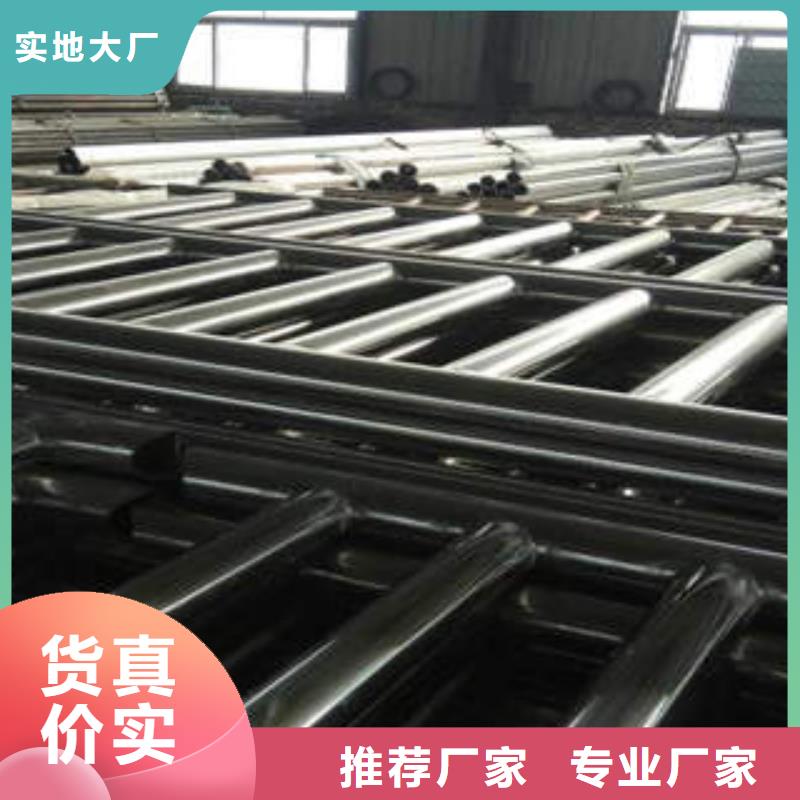
不要满足于简单的文字描述,点击我们的发货速度快的不锈钢复合管基地产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。以下是:忻州五寨发货速度快的不锈钢复合管基地的图文介绍
不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
燃气涂塑钢管为三层PE涂塑钢管,层为重防腐改性环氧树脂,外层为喷敷产品喷敷均匀,质量优异,外表美观。我国的钢塑复合管开发的时间不长,在原材料、技术工艺、制造设备等各方面与国外相比,还有较大差距。
纳米微珠塑料钢塑复合管由钢管层、纳米微珠塑料层组成,纳米微珠塑料层均匀设置在钢管层的内壁上。纳米微珠塑料层是在现有塑料稳定的分子结构中加入纳米微珠,使得塑料层的强度和硬度得到很大的提高,使得扩大使用范围,特别是适用于石油管道、大型管道的应用。具有耐腐蚀、使用寿命长、强度高、外侧复合层不易被破坏等优点。
通过互联网大市场,大渠道,促进行业内对钢塑复合管技术的认识学习,必将起到事半功倍的效果。在钢塑复合管和复合管件内圆表面设有塑料保护层,在钢塑复合管端部与密封垫圈结合处涂有密封胶。
解决了钢塑复合管的螺纹连接的密封防腐问题,同时又能保证管道内光滑,流体畅通,节省动力,可应用于腐蚀性介质流体的传送管道及环保用水管道,克服了因焊接或镀锌等钢管所带来的问题。
不锈钢耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀,深冲压用冷轧钢带的物理性能与温度的相关性如下:
线膨胀系数:在100-900℃ 范围内,各类不锈钢主要牌号的线膨胀系数基本在10ˉ6~130*10ˉ6℃ˉ1,且随着温度的升高呈增加的趋势。对于沉淀硬化型不锈钢,线膨胀系数的大小时效处理温度来决定。比热容:随着温度的变化比热容会发生变化,但在温度变化的过程中金属组织中一旦发生相变或沉淀,那么比热容将发生显著的变化。
弹性模量:室温下铁素体型不锈钢的纵向弹性模量为200kN/mm2,奥氏体型不锈钢的纵向弹性模量为193 kN/mm2,略低于碳素结构钢。随着温度的升高纵向弹性模量减小,泊松比增加,横向弹性模量(刚性)则显著下降。纵向弹性模量将对加工硬化和组织集合产生影响。
冷成型法:冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧密配合的机械结合。这种管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。
目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。① 内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。② 外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。
忻州五寨茂硕钢铁 有限公司长期经营(忻州五寨) 本地 不锈钢碳素钢复合管护栏厂家。 公司坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。
选购发货速度快的不锈钢复合管基地来忻州市五寨县找茂硕钢铁 (忻州市五寨县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:付经理-【18762195566】,地址:[开发区新区天津路18号]。









